Introduction détaillée au concasseur de fabrication de sable VSI
1. Aperçu et application du concasseur à sable VSI
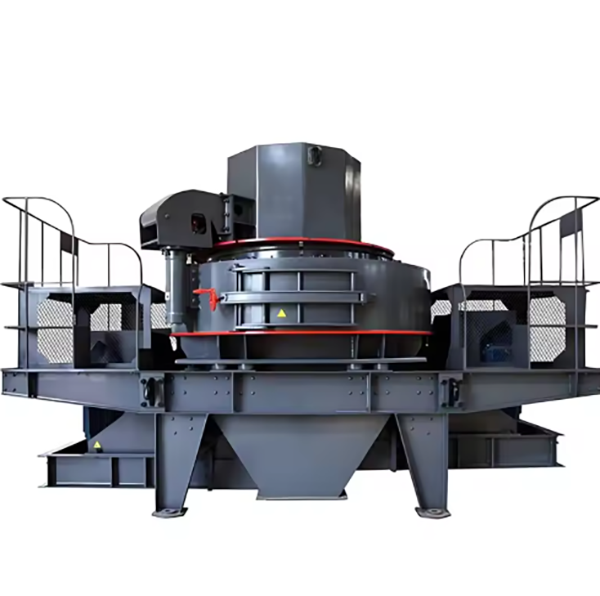
Le concasseur à impact vertical (VSI) est un équipement à haut rendement conçu pour la production de sable artificiel de haute qualité et la mise en forme d'agrégats. Il utilise le principe du concassage par impact pierre sur pierre ou pierre sur fer : les matériaux sont accélérés par un rotor à grande vitesse (2 800 à 3 500 tr/min) et projetés contre le revêtement de la chambre de concassage ou d'autres matériaux, ce qui permet un concassage par impact, frottement et cisaillement.
Ce concasseur est largement utilisé dans les projets de construction, de construction d'autoroutes, de voies ferrées et de conservation des eaux. Il convient au traitement de matériaux tels que le granit, le calcaire, les galets de rivière et le minerai. Il produit du sable présentant une excellente granulométrie (cubicité élevée, faible teneur en aiguilles ≤ 10 %) et un module de finesse réglable (2,6–3,0), conforme aux normes nationales pour le sable de construction.
2. Composition et structure du concasseur à sable VSI
Le concasseur à sable VSI se compose de composants de base fonctionnant en coordination pour assurer une production de sable efficace :
2.1 Assemblage du corps principal
Couverture supérieure:Une structure en acier moulé (ZG270-500) ou en acier soudé (Q355B) constitue la partie supérieure de la chambre de concassage. Elle est équipée d'un orifice d'alimentation et d'un dispositif de guidage du matériau, avec des nervures de renfort pour résister aux forces d'impact.
Chambre de concassage: Cavité cylindrique revêtue de plaques résistantes à l'usure (fonte à haute teneur en chrome Cr20). Il existe deux types de chambres : "pierre sur pierre" (pour les matériaux durs) avec un revêtement en forme de vortex, et "pierre sur fer" (pour les matériaux mi-durs) avec une 反击板 (plaque d'impact).
2.2 Ensemble rotor
2.3 Système d'alimentation et de distribution
Distributeur de matériel:Un composant en forme de cône à l'intérieur du couvercle supérieur, distribuant les matériaux en deux parties : une partie entre dans le rotor pour l'accélération, et l'autre tombe dans la chambre de concassage pour le concassage "stone-on-stone".
2.4 Système d'entraînement
Poulie/Accouplement:Pour la transmission par courroie trapézoïdale, une grande poulie sur l'arbre principal et une petite poulie sur le moteur assurent un rapport de transmission de 1:1,2 à 1:1,5. Des accouplements (par exemple, des accouplements à goupille élastique) sont utilisés pour l'entraînement direct afin de réduire les pertes d'énergie.
2.5 Système de lubrification et de refroidissement
3. Procédés de fabrication du concasseur de sable VSI
3.1 Disque de rotor (forgeage 42CrMo)
3.2 Têtes de tournage (fonte à haute teneur en chrome Cr20–25)
Création de modèles:Les modèles en mousse sont fabriqués avec une marge de retrait de 1,5 à 2,0 %, compte tenu de la forme complexe des têtes de projection.
Les matières premières sont fondues dans un four à induction à 1450–1500°C, avec ajout de chrome et de molybdène pour obtenir la composition chimique (C 3,0–3,5 %, Cr 20–25 %).
3.3 Arbre principal (forgeage 40CrNiMoA)
4. Processus de traitement
4.1 Usinage du disque rotor
Usinage de précision: Meulage de la face frontale jusqu'à une planéité ≤ 0,05 mm/m et une rugosité de surface Ra 1,6 μm. Perçage et taraudage des trous de boulons (M16-M24) avec une tolérance de filetage de 6H.
4.2 Usinage de l'arbre principal
Tournant:Le tour CNC traite le cercle extérieur, les marches et les rainures de clavette, laissant une marge de meulage de 0,3 à 0,5 mm.
Affûtage:Les surfaces des tourillons sont rectifiées selon la tolérance IT5 et la rugosité de surface Ra0,4 μm, garantissant une coaxialité ≤0,01 mm.
4.3 Revêtement de la chambre de concassage (fonte à haute teneur en chrome)
4.4 Usinage du cadre et du couvercle
5. Processus de contrôle qualité
La machine à mesurer tridimensionnelle (MMT) inspecte les dimensions clés : faux-rond du disque du rotor ≤ 0,05 mm, tolérance du diamètre du tourillon de l'arbre principal ± 0,01 mm.
6. Processus d'installation
Préparation des fondationsFondation en béton (grade C30) avec boulons d'ancrage intégrés, planéité ≤ 0,1 mm/m, durcie pendant 28 jours. Un plot antivibratoire (5 à 10 mm d'épaisseur) est placé sur la fondation pour réduire le bruit et la transmission des vibrations.
Installation du système d'alimentation et d'entraînement: La trémie d'alimentation est montée sur le couvercle supérieur et le moteur est aligné avec l'arbre principal (coaxialité ≤ 0,1 mm). Les courroies trapézoïdales sont installées avec une tension appropriée (déflexion de 15 à 20 mm sous une force de 100 N).
Le concasseur de fabrication de sable VSI, grâce à une fabrication précise, un contrôle de qualité strict et une installation standardisée, assure une production efficace de sable artificiel de haute qualité, répondant aux exigences des projets de construction modernes.