Introduction détaillée au concasseur à cône de la série CH
1. Présentation et application du concasseur à cône de la série CH
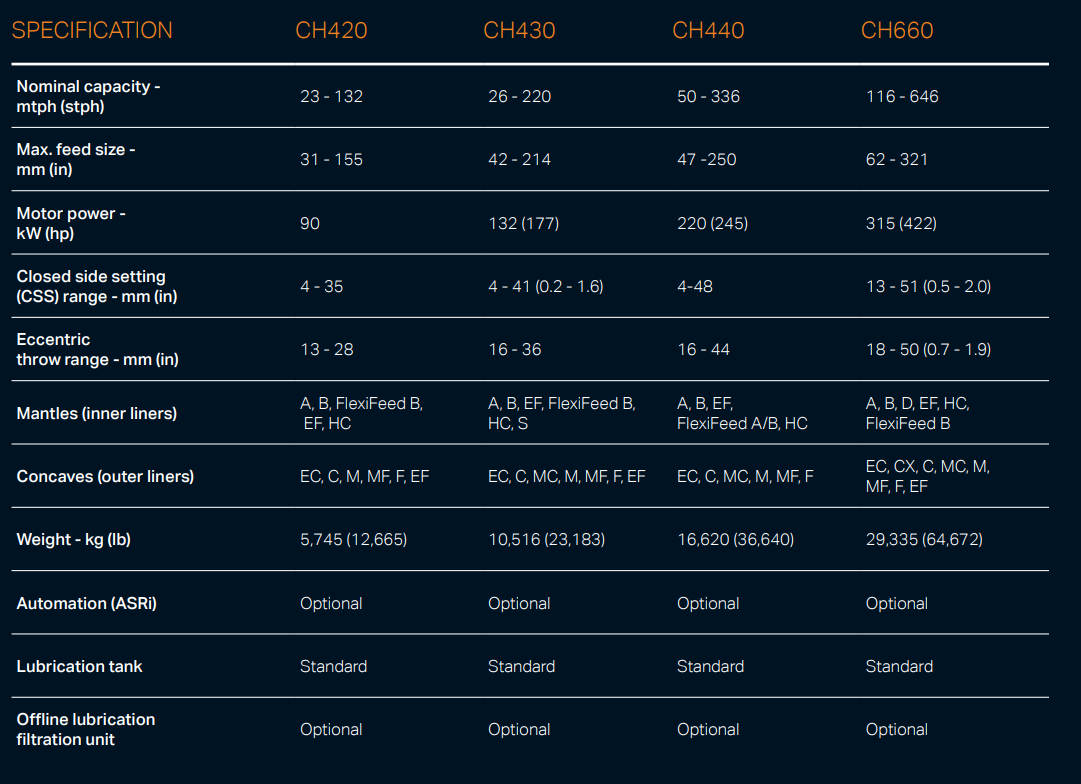
Le concasseur à cône de la série CH est un équipement de concassage hautes performances pour les matériaux durs et abrasifs, largement utilisé dans les industries minière, granulométrique et métallurgique. Il intègre des technologies de pointe telles qu'une conception optimisée de la cavité, un réglage hydraulique et un contrôle intelligent, offrant un rendement de concassage élevé (jusqu'à 2 000 t/h), une excellente cubicité du produit (≥ 85 %) et une grande adaptabilité aux matériaux tels que le granit, le basalte et le minerai.
Son principe de fonctionnement repose sur le concassage par laminage : le moteur entraîne la rotation du manchon de l'arbre excentrique, provoquant ainsi l'oscillation périodique du cône mobile. Les matériaux sont comprimés, courbés et projetés entre le cône mobile et le cône fixe, puis progressivement broyés en particules uniformes et évacués par l'orifice de décharge réglable. La série comprend des modèles tels que CH430, CH660 et CH890, offrant différentes capacités de traitement pour répondre aux différents besoins de production.
2. Composition et structure du concasseur à cône de la série CH
Le concasseur à cône de la série CH se compose d'ensembles de noyaux avec une coordination précise, garantissant un fonctionnement stable et efficace :
2.1 Assemblage du châssis principal
Cadre supérieurStructure cylindrique en acier moulé (ZG270-500) avec bride supérieure pour le raccordement à la trémie d'alimentation. Sa paroi intérieure est usinée pour s'adapter à la chemise du cône fixe, et des nervures de renfort radiales (épaisseur 40-100 mm) renforcent la rigidité face aux forces d'écrasement.
2.2 Assemblage de concassage
Cône mobile: Composé d'un corps conique forgé en 42CrMo et d'une chemise en fonte à haute teneur en chrome (Cr20). Le corps conique possède une base sphérique s'adaptant au palier sphérique de l'arbre principal, permettant une rotation flexible. La chemise est fixée par un moulage en alliage de zinc pour assurer un contact étroit, avec une épaisseur de couche résistante à l'usure de 30 à 80 mm.
Cône fixe (concave): Une chemise annulaire segmentée (3 à 6 segments) en Cr20 ou ZGMn13, montée sur le cadre supérieur. Le profil de la cavité de chaque segment (angle de 18° à 25°) est optimisé pour répondre aux exigences granulométriques spécifiques, avec des structures imbriquées pour éviter les fuites de matériau.
2.3 Transmission et système d'entraînement
Manchon d'arbre excentrique: Un manchon en acier moulé (ZG35CrMo) avec une excentricité de 10 à 30 mm, assure l'oscillation de l'arbre principal. Il est équipé d'un grand engrenage conique (20CrMnTi, cémenté et trempé) et monté sur des roulements à rouleaux sphériques.
2.4 Système hydraulique et de contrôle
Système de sécuritéProtection contre les surcharges par soupapes de surpression. Lorsque des matériaux non broyables pénètrent, les vérins se rétractent pour élargir l'orifice de décharge, expulser les corps étrangers et se réenclencher automatiquement.
2.5 Système de lubrification et d'étanchéité à la poussière
Lubrification à l'huile fine:Un système indépendant avec deux pompes, refroidisseurs et filtres, faisant circuler l'huile ISO VG 46 vers les roulements et les engrenages à 0,2–0,4 MPa, maintenant la température < 55 °C.
Structure anti-poussière:Les joints à labyrinthe + les joints d'huile + la purge d'air (0,3–0,5 MPa) empêchent la pénétration de poussière, avec une option de pulvérisation d'eau pour les environnements à forte teneur en poussière.
3. Procédés de moulage des composants clés
Cadre 3.1 (ZG270-500/ZG35CrMo)
Création de modèles:Modèles en résine imprimés en 3D à grande échelle avec marges de retrait (1,2 à 1,5 %), y compris les détails des nervures et les passages d'huile.
ZG35CrMo : Allié avec du Cr (0,8–1,2 %) et du Mo (0,2–0,3 %), coulé à 1 500–1 540 °C.
3.2 Manchon d'arbre excentrique (ZG35CrMo)
3.3 Corps conique mobile (forgeage 42CrMo)
4. Procédés d'usinage
4.1 Usinage du cadre
Usinage de précision: Meulage des surfaces de bride jusqu'à Ra1,6 μm, planéité ≤0,1 mm/m. Perçage/taraudage de trous de boulons (M30–M60, classe 6H) avec une précision de positionnement ±0,1 mm.
4.2 Usinage de manchons d'arbre excentriques
Affûtage: Diamètre extérieur et alésage rectifiés selon IT6, Ra0,8 μm. Perpendiculaire de la face de montage de l'engrenage ≤ 0,02 mm/100 mm.
4.3 Usinage à cône mobile
5. Processus de contrôle qualité
6. Processus d'installation
Préparation des fondations:Fondation en béton (grade C30) avec boulons d'ancrage noyés, planéité ≤ 0,1 mm/m, durcie pendant 28 jours.
Connexion du système hydraulique et de lubrification: Tuyaux rincés (propreté de l'huile NAS 8), flexibles connectés, testés sous pression (1,5× pression de service).
Le concasseur à cône de la série CH, grâce à une fabrication précise et à un contrôle qualité strict, offre des performances fiables dans les opérations de concassage à grande échelle, garantissant une efficacité élevée et une qualité de produit élevée.











