Le châssis du concasseur à cône, élément structurel fondamental du concasseur, constitue son « épine dorsale ». Ses fonctions principales incluent le support structurel global (supportant le poids de tous les composants et des forces de concassage pouvant atteindre des milliers de tonnes), la transmission des forces (répartition des charges sur les fondations), le positionnement des composants (fournissant des surfaces de montage précises) et le boîtier de protection (abritant les composants internes). Il exige une rigidité, une résistance et une stabilité dimensionnelle élevées pour résister aux charges lourdes et aux impacts dynamiques à long terme.
Structurellement, il s'agit d'une grande structure moulée ou soudée robuste composée du corps du cadre (acier moulé à haute résistance ZG35CrMo ou acier faiblement allié soudé Q355B avec des parois de 80 à 200 mm d'épaisseur), du boîtier de roulement, de la chambre de douille excentrique, des brides de montage (brides de base et supérieures), des nervures de renfort (30 à 80 mm d'épaisseur), des canaux de lubrification et de refroidissement et des portes d'inspection et d'accès.
Pour les cadres de grandes dimensions et complexes, le processus de moulage comprend la sélection des matériaux, la réalisation de modèles (avec des marges de retrait de 1,5 à 2,5 %), le moulage (avec du sable lié à la résine), la fusion et le coulage (température et débit contrôlés), ainsi que le refroidissement et le traitement thermique (normalisation et revenu). Le processus d'usinage et de fabrication comprend l'ébauche, l'usinage du logement et de la chambre de palier, l'usinage des brides et des surfaces de montage, l'usinage des nervures de renfort et des surfaces externes, et le traitement de surface.
Les processus de contrôle qualité couvrent les tests de matériaux (composition chimique, traction et impact), le contrôle dimensionnel (par MMT et balayage laser), les essais non destructifs (UT et MPT), les essais mécaniques (dureté et charge), ainsi que les tests d'assemblage et fonctionnels. Ces processus garantissent la stabilité, la fiabilité et la longévité du châssis du concasseur dans les applications exigeantes.
Introduction détaillée au composant du châssis du concasseur à cône
1. Fonction et rôle du cadre
Le châssis du concasseur à cône (également appelé châssis principal ou châssis de base) est l'élément structurel fondamental qui soutient toutes les pièces internes et externes du concasseur, servant ainsi de colonne vertébrale à l'ensemble de la machine. Ses principales fonctions sont les suivantes :
Support structurel global:Supportant le poids de tous les composants (douille excentrique, cône mobile, bol, moteur, etc.) et les forces d'écrasement générées pendant le fonctionnement (jusqu'à des milliers de tonnes), assurant un fonctionnement stable.
Transmission de force: Répartition des charges verticales et horizontales du processus de concassage sur les fondations, réduisant ainsi les vibrations et le bruit.
Positionnement des composants:Fournir des surfaces de montage précises et des fonctions de localisation pour la bague excentrique, le roulement de l'arbre principal, le bol et d'autres pièces clés, garantissant leurs positions relatives correctes.
Enceinte de protection:Abritant des composants internes tels que l'ensemble excentrique et les engrenages, empêchant la poussière, l'eau et les débris de pénétrer et protégeant les opérateurs des pièces mobiles.
Compte tenu de son rôle essentiel, le cadre doit présenter une rigidité, une résistance et une stabilité dimensionnelle élevées pour résister à des charges lourdes à long terme et à des impacts dynamiques.
2. Composition et structure du cadre
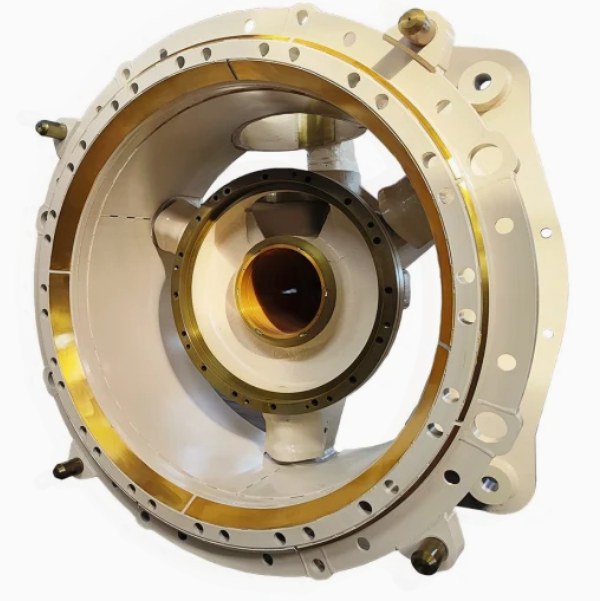
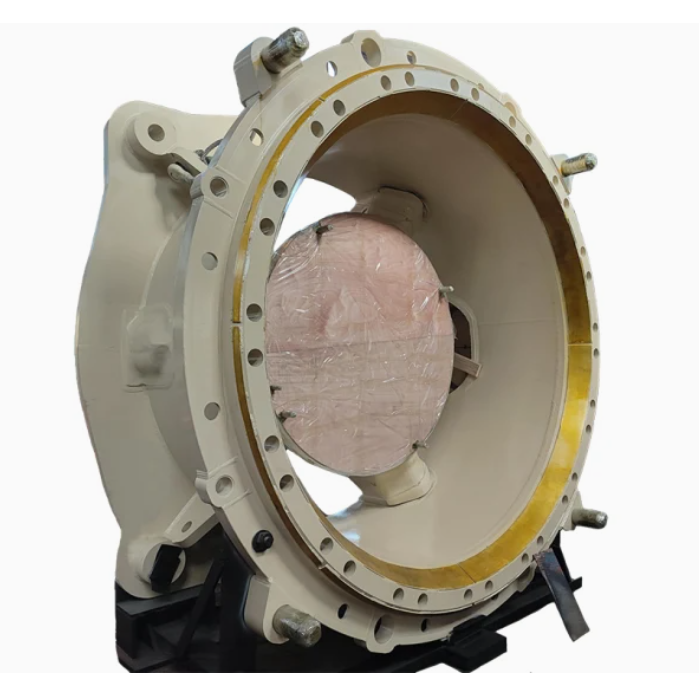
Le châssis du concasseur à cône est généralement une grande structure moulée ou soudée robuste avec une forme complexe, composée des composants clés et des détails structurels suivants :
Corps du cadre:La structure principale, généralement une boîte creuse ou une forme cylindrique avec une paroi épaisse (80 à 200 mm), en acier moulé à haute résistance (par exemple, ZG35CrMo) ou en plaques d'acier faiblement allié soudées (par exemple, Q355B).
boîtier de roulement:Un évidement cylindrique au bas ou au haut du cadre pour accueillir le roulement de l'arbre principal, avec une surface intérieure usinée avec précision (tolérance IT6) pour assurer un ajustement correct du roulement.
Chambre à douille excentrique:Une cavité circulaire au milieu du cadre où la bague excentrique est installée, avec une surface intérieure usinée et des rainures d'huile pour la lubrification.
Brides de montage:
Bride de base:Une grande bride en bas avec des trous de boulons pour fixer le cadre à la fondation, assurant ainsi la stabilité.
Bride supérieure:Une bride en haut pour se connecter au bol ou à la bague de réglage, souvent avec des broches de guidage ou des fentes pour l'alignement.
Nervures de renforcement: Nervures internes et externes (30 à 80 mm d'épaisseur) disposées radialement ou axialement pour améliorer la rigidité du cadre et réduire la déformation sous charge.
Canaux de lubrification et de refroidissement:Trous percés ou passages moulés pour acheminer l'huile de lubrification vers les roulements et les composants excentriques, et pour faire circuler l'eau de refroidissement dans certains grands châssis.
Portes d'inspection et d'accès:Panneaux ou portes amovibles pour l'entretien et l'inspection des composants internes.
3. Processus de moulage du cadre
Pour les conceptions de cadres de grande taille et complexes, le moulage au sable est la méthode de fabrication privilégiée :
Sélection des matériaux:
L'acier moulé à haute résistance (ZG35CrMo) est choisi pour ses excellentes propriétés mécaniques, notamment sa résistance à la traction (≥ 700 MPa), sa ténacité aux chocs (≥ 35 J/cm²) et sa bonne aptitude au moulage.
Création de modèles:
Un modèle grandeur nature est réalisé en bois, en mousse ou en résine, reproduisant la forme extérieure, les cavités internes, les nervures, les brides et autres caractéristiques du cadre. Des marges de retrait (1,5 à 2,5 %) sont ajoutées en fonction du matériau et de la taille de la pièce.
Le motif est renforcé pour éviter toute déformation lors du moulage, et les noyaux sont conçus pour former des cavités et des canaux internes.
Moulage:
Un moule en sable est préparé à partir de sable lié à la résine, puis le modèle est placé dans le moule. Des noyaux sont insérés pour former la structure interne, garantissant ainsi une épaisseur de paroi précise et des relations dimensionnelles entre les éléments.
Le moule est recouvert d'un produit réfractaire pour améliorer la finition de surface et empêcher la pénétration du métal dans le sable.
Fondre et couler:
L'acier coulé est fondu dans un four à arc électrique à 1520–1560°C, avec un contrôle strict de la composition chimique (C : 0,32–0,40 %, Cr : 0,8–1,1 %, Mo : 0,15–0,25 %).
Le coulage est réalisé à 1480–1520°C avec un débit contrôlé pour assurer un remplissage complet de la cavité du moule sans turbulences, qui pourraient provoquer des défauts.
Refroidissement et traitement thermique:
La pièce moulée est refroidie lentement dans le moule pendant 72 à 120 heures pour réduire les contraintes thermiques, puis retirée et nettoyée par grenaillage.
Le traitement thermique comprend la normalisation (850–900 °C, refroidi par air) pour affiner la structure du grain et le revenu (600–650 °C) pour réduire la dureté à 180–230 HBW, améliorant ainsi l'usinabilité.
4. Processus d'usinage et de fabrication
Usinage grossier:
Le cadre moulé est monté sur une grande aléseuse CNC ou une fraiseuse à portique pour usiner la bride de base, la bride supérieure et les surfaces de référence externes, laissant une marge de finition de 5 à 10 mm.
Usinage de logements et de chambres de roulement:
Le boîtier de roulement et la chambre de la douille excentrique sont alésés grossièrement, puis finis et rodés pour obtenir une précision dimensionnelle élevée (tolérance IT6) et une rugosité de surface (Ra0,8–1,6 μm).
Les rainures d'huile sont usinées dans le boîtier et la chambre du roulement à l'aide d'une fraiseuse CNC.
Usinage des brides et des surfaces de montage:
Les brides de base et supérieures sont usinées en finition pour assurer la planéité (≤0,05 mm/m) et la perpendicularité par rapport à l'axe du cadre (≤0,1 mm/100 mm).
Les trous de boulons sont percés et taraudés à des positions précises (tolérance ± 0,1 mm) à l'aide d'une perceuse CNC.
Usinage des nervures de renfort et des surfaces externes:
Les nervures externes sont usinées pour éliminer les défauts de moulage et garantir des dimensions uniformes.
La surface extérieure est usinée pour améliorer l'apparence et faciliter la peinture.
Traitement de surface:
Le cadre est peint avec un apprêt antirouille et une couche de finition pour résister à la corrosion.
Les surfaces de montage usinées et les ajustements des roulements sont protégés par de l'huile ou de la graisse antirouille.
5. Processus de contrôle qualité
Essais de matériaux:
Une analyse de la composition chimique est effectuée pour garantir la conformité aux normes matérielles spécifiées.
Des essais de traction et des essais d'impact sont effectués sur des échantillons d'essai pour vérifier les propriétés mécaniques.
Contrôle dimensionnel:
Une machine à mesurer tridimensionnelle (MMT) est utilisée pour vérifier les dimensions critiques, notamment le diamètre du boîtier de roulement, la planéité des brides et les positions des trous.
La numérisation laser est utilisée pour vérifier la forme et les dimensions globales par rapport au modèle 3D.
Essais non destructifs (END):
Le contrôle par ultrasons (UT) est utilisé pour détecter les défauts internes tels que les fissures et le retrait dans le corps du cadre et les nervures.
Les tests de particules magnétiques (MPT) sont effectués sur les zones de surface et proches de la surface, en particulier autour des trous de boulons et des points de concentration de contraintes.
Essais mécaniques:
Des tests de dureté sont effectués pour garantir que le cadre répond à la plage de dureté requise (180–230 HBW).
Des tests de charge peuvent être effectués pour vérifier la capacité du cadre à supporter les charges de conception sans déformation excessive.
Assemblage et tests fonctionnels:
Le cadre est assemblé à l'essai avec des composants clés tels que la bague excentrique et l'arbre principal pour garantir un ajustement et un alignement corrects.
Des tests de vibrations sont effectués pour vérifier les vibrations excessives pendant le fonctionnement simulé.
Grâce à ces processus rigoureux de fabrication et de contrôle de qualité, le châssis du concasseur à cône garantit la stabilité, la fiabilité et la longue durée de vie de l'ensemble du concasseur, le rendant ainsi adapté aux applications de concassage intensives dans les industries minières, de la construction et des agrégats.