Cet article détaille le pignon de broyeur à boulets, un composant essentiel de la transmission qui s'engrène avec la couronne pour entraîner le cylindre. Il exige une résistance, une précision, une ténacité et une résistance à l'usure élevées, le 20CrMnTi étant le matériau courant. Il décrit le processus de fabrication des pignons en 20CrMnTi, incluant le forgeage d'ébauche, l'ébauche/semi-finition (tournage, taillage), le traitement thermique de cémentation, l'usinage de précision (rectification des dents, rectification de référence) et l'assemblage. De plus, il spécifie des procédures d'inspection complètes couvrant les matières premières (composition, qualité de forgeage), le traitement thermique (dureté, couche cémentée), la précision des dents (écart de pas, faux-rond) et les essais finaux (état de surface, performance d'engrènement, équilibre dynamique). Ces procédures garantissent que le pignon répond aux exigences d'efficacité de transmission (≥ 95 %) et de durée de vie (2 à 3 ans), garantissant un fonctionnement stable du broyeur à boulets.
Introduction détaillée, processus de fabrication et processus d'inspection des pignons de broyeur à boulets
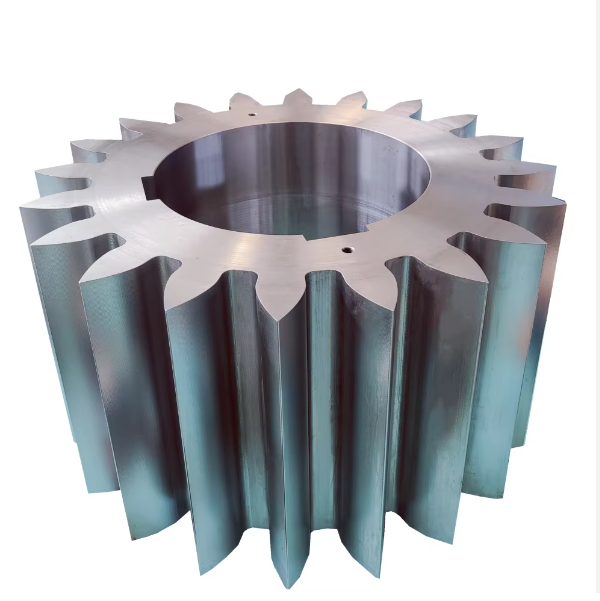
I. Fonctions et caractéristiques structurelles des pignons de broyeur à boulets
Le pignon du broyeur à boulets est un élément essentiel du système de transmission. Il s'engrène avec la grande couronne (fixée sur le cylindre) pour transmettre la puissance du moteur au cylindre via le réducteur, entraînant ainsi le cylindre en rotation (généralement entre 15 et 30 tr/min). En tant qu'engrenage à grande vitesse (tournant plus vite que la grande couronne), il supporte directement les impacts d'engrènement et le couple, ce qui requiert les propriétés suivantes :
Haute résistance:Capable de supporter un couple allant de dizaines de milliers à des centaines de milliers de N·m, avec une dureté de surface de dent élevée (≥55HRC) pour résister à l'usure ;
Haute précision: Erreur minimale de profil de dent (≤ Grade 6 selon GB/T 10095) pour assurer un engrènement en douceur avec le pignon principal, réduisant ainsi les vibrations et le bruit ;
Bonne ténacité:Le noyau de la dent doit avoir une ténacité modérée (dureté 25-35HRC) pour éviter la fracture induite par l'impact ;
Résistance à l'usure:La surface de la dent nécessite un traitement de durcissement (par exemple, cémentation, trempe) pour prolonger la durée de vie (généralement ≥ 10 000 heures).
Structurellement, il s’agit principalement d’un engrenage cylindrique droit ou hélicoïdalLes dents droites sont courantes dans les broyeurs à boulets de petite et moyenne taille (plus faciles à usiner), tandis que les dents hélicoïdales sont privilégiées dans les broyeurs de grande taille (maillage plus régulier et capacité de charge supérieure). Le module varie généralement de 8 à 30 mm, avec 15 à 30 dents.
II. Procédé de fabrication des pignons de broyeurs à boulets (exemple : engrenages cémentés en 20CrMnTi)
Le 20CrMnTi est un matériau courant pour les pignons en raison de son excellente carburation (profondeur de la douille de 1,5 à 3 mm). Son procédé de fabrication est le suivant :
1. Forgeage à blanc
Matière première: L'acier rond φ100-300mm 20CrMnTi est sélectionné, avec une analyse spectrale vérifiant sa composition (C 0,17-0,23 %, Cr 1,0-1,3 %, Mn 0,8-1,1 %) ;
ForgeageChauffer à 1100-1150 °C, puis forger en ébauches d'engrenages (avec une surépaisseur d'usinage de 5 à 8 mm). Après forgeage, normaliser (920 °C × 2 h, refroidissement à l'air) pour affiner les grains et réduire la dureté à 180-220 HBW.
2. Usinage grossier et semi-finition
Tournage grossier:Les tours CNC usinent le cercle extérieur, les faces d'extrémité et l'alésage intérieur (trou d'arbre ou trou de moyeu), en laissant une marge de 3 à 5 mm ;
Taillage d'engrenages:Découper grossièrement les profils de dents (module 8-30 mm) à l'aide d'une tailleuse d'engrenages, avec une tolérance de 0,5 à 1 mm pour la cémentation et le meulage ;
Perçage et fraisage: Usiner les rainures de clavette et les trous de boulon (pour les engrenages divisés) avec une tolérance de positionnement de ± 0,1 mm.
3. Cémentation et traitement thermique
Cémentation: Carburer dans un four de cémentation de type fosse à 920-940℃ pendant 8 à 16 heures (ajusté en fonction de la profondeur de la couche), avec une teneur en carbone de surface de 0,8 à 1,2 % ;
Trempe + revenu à basse température:Après cémentation, refroidir à 850℃ et tremper à l'huile (dureté de la surface des dents 58-62HRC), puis revenu à 180-200℃ pendant 2 heures pour soulager les contraintes et stabiliser les dimensions.
4. Usinage de finition
Meulage de la surface des dents: Rectification précise des profils de dents à l'aide d'une rectifieuse à roue à vis sans fin, garantissant une erreur de pas cumulée ≤ 0,05 mm/100 mm, une rugosité de surface des dents Ra ≤ 0,8 μm ;
Broyage des dattes: Rectifier l'alésage intérieur (tolérance IT6) et le tourillon (ajustement serré avec les roulements, interférence de 0,01 à 0,03 mm), avec une perpendicularité de la face d'extrémité ≤ 0,01 mm/100 mm ;
Honing: Affûter les engrenages de haute précision (Ra≤0,4μm) pour réduire le bruit d'engrènement (≤85dB).
5. Traitement de surface et assemblage
Les surfaces non dentées sont sablées pour éliminer la rouille, puis recouvertes d'une peinture antirouille (épaisseur ≥ 60 μm) ;
Ajustement serré avec l'arbre ou le moyeu et vérification du faux-rond radial après refroidissement (≤ 0,03 mm).
III. Processus d'inspection des pignons de broyeur à boulets
L'inspection est conforme à la norme GB/T 10095 Précision des engrenages cylindriques à développante et JB/T 6396 Grands engrenages et pièces forgées de couronnes dentées, avec les étapes clés suivantes :
1. Inspection des matières premières et des pièces forgées
L'analyse spectrale vérifie la composition du 20CrMnTi (teneur qualifiée en Cr et Mn) ;
Les pièces forgées subissent une inspection UT (qualifiée Grade I), sans fissures internes ni retrait ; les tests de traction confirment une résistance à la traction ≥ 1080 MPa.
2. Inspection du traitement thermique
Dureté de la surface de la dent : Mesurée avec un testeur de dureté Rockwell (58-62 HRC) ; dureté du noyau (3 mm sous la surface) 25-35 HRC ;
Inspection de la couche carburée : l'analyse métallographique mesure la profondeur effective de la couche (1,5 à 3 mm), avec une teneur en martensite dans la couche durcie ≤ 3.
3. Inspection de la précision du profil des dents
Essais du centre de mesure des engrenages : écart de pas ≤±0,015 mm, erreur de direction des dents ≤0,01 mm/100 mm, écart de profil total ≤0,02 mm ;
Faux-rond radial : mesuré avec un testeur de faux-rond d'engrenage (≤ 0,03 mm pour la couronne dentée).
4. Inspection finale des produits finis
Qualité de surface : inspection PT des surfaces des dents (pas de fissures ni de piqûres) ; congé de racine de dent R≥1,5 mm (pour éviter la concentration de contraintes) ;
Essai d'engrènement : engrener avec un échantillon de denture principale et faire tourner à vide pendant 1 heure, sans bruit anormal ni points de contact (≥ 60 % sur la hauteur de la dent, ≥ 70 % sur la longueur de la dent) ;
Équilibrage dynamique : Pour des vitesses de rotation ≥ 300 tr/min, déséquilibre ≤ 20 g·mm/kg.
En contrôlant strictement la précision du profil des dents, la qualité de la carburation et les tolérances d'assemblage, les pignons peuvent garantir une efficacité de transmission du broyeur à boulets ≥ 95 % et une durée de vie de 2 à 3 ans (selon les conditions de travail)