Cet article présente le châssis supérieur du concasseur à cône, un élément structurel fondamental situé dans la partie supérieure du concasseur et qui supporte les principaux assemblages tels que le cône fixe, la bague de réglage et la trémie d'alimentation. Ses principales fonctions comprennent le support structurel (support et transfert de charges pouvant atteindre des centaines de tonnes), la formation de la chambre de concassage (coopération avec le cône mobile), l'alignement des composants et la protection des pièces internes.
Le cadre supérieur, une grande pièce moulée cylindrique ou conique creuse, se compose de composants tels que le corps du cadre (en acier moulé à haute résistance ZG310–570 ou en fonte ductile QT600–3), la surface de montage du cône fixe, le guide de la bague de réglage, les connexions à bride (brides supérieure et inférieure), les nervures de renfort, les orifices de lubrification et d'inspection et la chemise de refroidissement en option, chacun avec des caractéristiques structurelles spécifiques.
Le processus de moulage du cadre supérieur comprend le choix du matériau, la réalisation du modèle (avec tolérances de retrait et angles de dépouille), le moulage (à l'aide de moules en sable vert ou en sable lié à la résine), la fusion et le coulage (à températures et débits contrôlés), le refroidissement et le décochage, ainsi que le traitement thermique (normalisation et revenu pour l'acier moulé, recuit pour la fonte ductile). Son usinage et sa fabrication comprennent l'ébauche, le traitement thermique intermédiaire, la finition (des brides, du cône interne et du guide de la bague de réglage) et le traitement de surface.
Les processus de contrôle qualité comprennent l'inspection de la qualité des pièces moulées (tests par ultrasons et magnétoscopie), les contrôles de précision dimensionnelle (à l'aide d'une MMT et d'un laser de poursuite), les essais de matériaux (composition chimique et dureté), les essais de charge et la vérification de l'ajustement des assemblages. Ces processus garantissent l'intégrité structurelle et la précision dimensionnelle du châssis supérieur pour garantir un fonctionnement stable du concasseur à cône dans les applications exigeantes.
Présentation détaillée du composant du cadre supérieur du concasseur à cône
1. Fonction et rôle du cadre supérieur
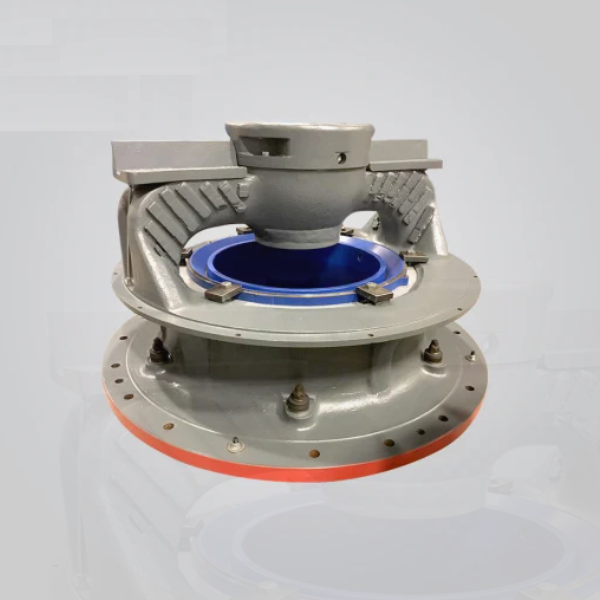
Le châssis supérieur du concasseur à cône (également appelé châssis supérieur ou coque supérieure) est un élément structurel fondamental situé dans la partie supérieure du concasseur. Il sert de support principal aux assemblages clés tels que le cône fixe, la bague de réglage et la trémie d'alimentation. Ses principales fonctions sont les suivantes :
Support structurel:Supporter le poids de la chemise conique fixe, de la bague de réglage et de la charge de matériau entrant (jusqu'à des centaines de tonnes), en transférant ces charges au châssis inférieur ou à la fondation.
Formation de la chambre de concassage: Travaillant en conjonction avec le cône mobile pour former la section supérieure de la chambre de concassage, définissant l'espace d'entrée initial du matériau et guidant le minerai dans la zone de concassage.
Alignement des composants: Maintien d'un positionnement précis du cône fixe et de la bague de réglage par rapport au cône mobile, garantissant un contrôle stable de l'espace de concassage et une sortie de taille de particules uniforme.
Protection: Enfermer les composants internes (par exemple, l'assemblage excentrique, les engrenages) pour les protéger des impacts externes, de la poussière et des dommages environnementaux.
Compte tenu de son rôle dans le support de charges lourdes et la stabilité structurelle, le cadre supérieur doit présenter une rigidité élevée, une résistance aux chocs et une précision dimensionnelle.
2. Composition et structure du cadre supérieur
Le cadre supérieur est une pièce moulée de grande taille, creuse, cylindrique ou conique, présentant des caractéristiques internes et externes complexes, composée des éléments clés suivants :
Corps du cadreSection structurelle principale, généralement de forme cylindrique conique ou étagée, en acier moulé à haute résistance (par exemple, ZG310–570) ou en fonte ductile (QT600–3) pour les concasseurs de grande taille. Son épaisseur de paroi varie de 50 à 150 mm, avec des sections plus épaisses aux zones porteuses.
Surface de montage du cône fixe:Une surface conique interne usinée avec précision (angle de conicité de 15° à 30°) qui s'accouple avec la chemise conique fixe, comportant des trous de boulon ou des rainures en queue d'aronde pour une fixation sécurisée.
Guide de bague de réglage: Surface externe cylindrique ou filetée qui s'interface avec la bague de réglage, permettant un réglage rotatif du cône fixe pour modifier l'espace de broyage. Les guides filetés utilisent des filetages trapézoïdaux (métriques ou en pouces) pour un mouvement fluide et porteur.
Raccords à bride:
Bride supérieure:Une bride périphérique à l'extrémité supérieure pour fixer la trémie d'alimentation, avec des trous de boulons régulièrement espacés (M20–M36) et une surface d'étanchéité usinée pour empêcher les fuites de matériau.
Bride inférieure:Une bride inférieure qui se connecte au cadre inférieur ou à la base, dotée de boulons robustes (grade 8,8 ou 10,9) et de goupilles pour l'alignement, assurant la concentricité avec l'arbre principal.
Nervures de renforcement: Nervures radiales internes et externes (10 à 30 mm d'épaisseur) réparties le long du corps du cadre pour améliorer la rigidité, réduisant la déflexion sous charge (généralement limitée à ≤ 0,5 mm sous pleine charge).
Ports de lubrification et d'inspection:Trous percés ou canaux moulés pour l'alimentation en lubrifiant des filetages de la bague de réglage et ports d'accès pour l'inspection visuelle des composants internes.
Chemise de refroidissement (en option):Une cavité refroidie par eau dans les grands concasseurs pour dissiper la chaleur de la chambre de concassage, avec des orifices d'entrée/sortie connectés au système de refroidissement.
3. Processus de moulage du cadre supérieur
Le cadre supérieur est presque exclusivement fabriqué par moulage au sable en raison de sa grande taille et de sa géométrie complexe, avec les étapes suivantes :
Sélection des matériaux:
L'acier moulé à haute résistance (ZG310–570) est privilégié pour son excellente résistance à la traction (≥ 570 MPa) et sa ténacité aux chocs (allongement ≥ 15 %), convenant aux applications à charges lourdes. Pour les cadres de taille moyenne, la fonte ductile (QT600–3) est utilisée pour une meilleure coulabilité et un coût réduit.
Création de modèles:
Un modèle grandeur nature est créé en mousse de polyuréthane ou en bois, reproduisant la forme extérieure, la conicité intérieure, les brides et les nervures du cadre. Des marges de retrait (1,5 à 2,5 %) sont ajoutées en fonction du matériau (plus élevées pour l'acier) et des angles de dépouille (3° à 5°) sont inclus pour faciliter le démoulage.
Le motif est renforcé par des supports internes pour éviter toute déformation lors du moulage.
Moulage:
Un moule en sable vert ou en sable lié à la résine, en deux parties (à chape et à traînée), est préparé. De grands noyaux de sable sont utilisés pour former la cavité interne et les nervures. La surface du moule est recouverte d'un enduit réfractaire (alumine-silice) pour améliorer l'état de surface et empêcher la pénétration du métal dans le sable.
Fondre et couler:
Pour l'acier moulé : l'alliage est fondu dans un four à arc électrique à 1520–1560 °C, avec une composition chimique contrôlée à C 0,25–0,35 %, Si 0,2–0,6 % et Mn 0,8–1,2 % pour équilibrer la résistance et la ténacité.
La coulée s'effectue à l'aide d'une grande poche de coulée par le bas, assurant un débit constant (50 à 100 kg/s) pour remplir la cavité du moule sans turbulences, susceptibles de provoquer des porosités ou des fermetures à froid. La température de coulée est de 1 480 à 1 520 °C pour l'acier et de 1 380 à 1 420 °C pour la fonte ductile.
Refroidissement et secouage:
La pièce moulée est refroidie dans le moule pendant 72 à 120 heures afin de minimiser les contraintes thermiques, puis éliminée par vibration. Les résidus de sable sont nettoyés par grenaillage (grain d'acier G18) pour obtenir une rugosité de surface de Ra50 à 100 μm.
Traitement thermique:
Les cadres en acier moulé subissent une normalisation (850–900 °C, refroidis par air) pour affiner la structure du grain, suivie d'un revenu (600–650 °C) pour réduire la dureté à 180–230 HBW, améliorant ainsi l'usinabilité.
Les cadres en fonte ductile sont recuits à 850–900 °C (refroidis au four) pour éliminer les carbures et réduire la dureté à 190–270 HBW.
4. Processus d'usinage et de fabrication
Usinage grossier:
Le cadre moulé est monté sur une aléseuse CNC ou une fraiseuse à portique de grande taille pour usiner les faces supérieures et inférieures des brides, le diamètre extérieur et les surfaces de référence, en laissant une surépaisseur de finition de 5 à 10 mm. Cela garantit la planéité (≤ 2 mm/m) pour l'usinage ultérieur.
La surface conique interne (montage du cône fixe) est ébauchée à l'aide d'un tour CNC avec un axe d'outillage motorisé, garantissant que l'angle de conicité est compris entre ± 0,5° et la conception.
Traitement thermique intermédiaire:
Un recuit de détente à 600–650 °C (refroidi par air) est effectué pour éliminer les contraintes résiduelles de l'usinage grossier, empêchant ainsi la déformation lors de l'usinage de finition.
Usinage de finition:
BridesLes brides supérieure et inférieure sont usinées à l'aide d'une fraiseuse CNC pour obtenir une planéité (≤ 0,1 mm/m) et une perpendicularité par rapport à l'axe du cadre (≤ 0,05 mm/100 mm). Les trous de boulons sont percés et taraudés selon une tolérance de classe 6H, avec une précision de positionnement (± 0,2 mm) par rapport au centre du cadre.
Conicité interne:La surface de montage du cône fixe est tournée jusqu'à une rugosité de surface de Ra3,2 μm, avec une tolérance d'angle de conicité (±0,1°) et une tolérance de diamètre (±0,2 mm) pour assurer un ajustement correct avec le cône fixe.
Guide de bague de réglage:Les surfaces filetées (le cas échéant) sont usinées avec précision à l'aide d'une fraiseuse à fileter CNC, avec une tolérance de pas de filetage (± 0,05 mm) et une précision de profil pour garantir un mouvement de réglage en douceur.
Traitement de surface:
La surface extérieure est peinte avec un apprêt époxy et une couche de finition en polyuréthane (épaisseur totale 100–150 μm) pour résister à la corrosion dans les environnements extérieurs ou humides.
Les surfaces d'accouplement usinées (brides, cône interne) sont recouvertes d'huile antirouille pour éviter l'oxydation pendant le stockage et le transport.
5. Processus de contrôle qualité
Contrôle de la qualité des pièces moulées:
Des contrôles par ultrasons (UT) sont effectués sur les zones porteuses critiques (brides, joints de nervures) pour détecter les défauts internes (par exemple, les pores de retrait >φ5 mm sont rejetés).
Le test par particules magnétiques (MPT) vérifie les fissures de surface dans les brides et les zones filetées, tout défaut linéaire >1 mm entraînant un rejet.
Contrôles de précision dimensionnelle:
Une machine à mesurer tridimensionnelle (MMT) dotée d'un grand volume de mesure vérifie les dimensions clés : hauteur totale (± 1 mm), planéité des brides, angle de conicité et positions des trous de boulons.
La concentricité du cadre (diamètre extérieur par rapport au cône intérieur) est mesurée à l'aide d'un laser tracker, avec une tolérance ≤ 0,1 mm/m.
Essais de matériaux:
L'analyse de la composition chimique (spectrométrie) confirme la conformité aux normes des matériaux (par exemple, ZG310–570 : C ≤ 0,37 %, Mn ≤ 1,2 %).
Les tests de dureté (Brinell) garantissent que le cadre répond aux spécifications de dureté (180–230 HBW pour l'acier, 190–270 HBW pour la fonte ductile).
Test de charge:
Un test de charge statique est effectué en appliquant 120 % de la charge nominale sur la bride supérieure pendant 24 heures, sans aucune déformation visible (mesurée via des indicateurs à cadran).
Vérification de l'ajustement de l'assemblage:
Le cadre est assemblé à titre d'essai avec le cône fixe, la bague de réglage et la trémie d'alimentation pour vérifier l'alignement et l'ajustement corrects, avec des espaces entre les surfaces de contact (≤ 0,1 mm) vérifiés à l'aide de jauges d'épaisseur.
Grâce à ces processus rigoureux de fabrication et de contrôle qualité, le châssis supérieur atteint l'intégrité structurelle et la précision dimensionnelle requises pour supporter les composants critiques du concasseur, garantissant un fonctionnement stable et efficace dans les applications de concassage intensives.