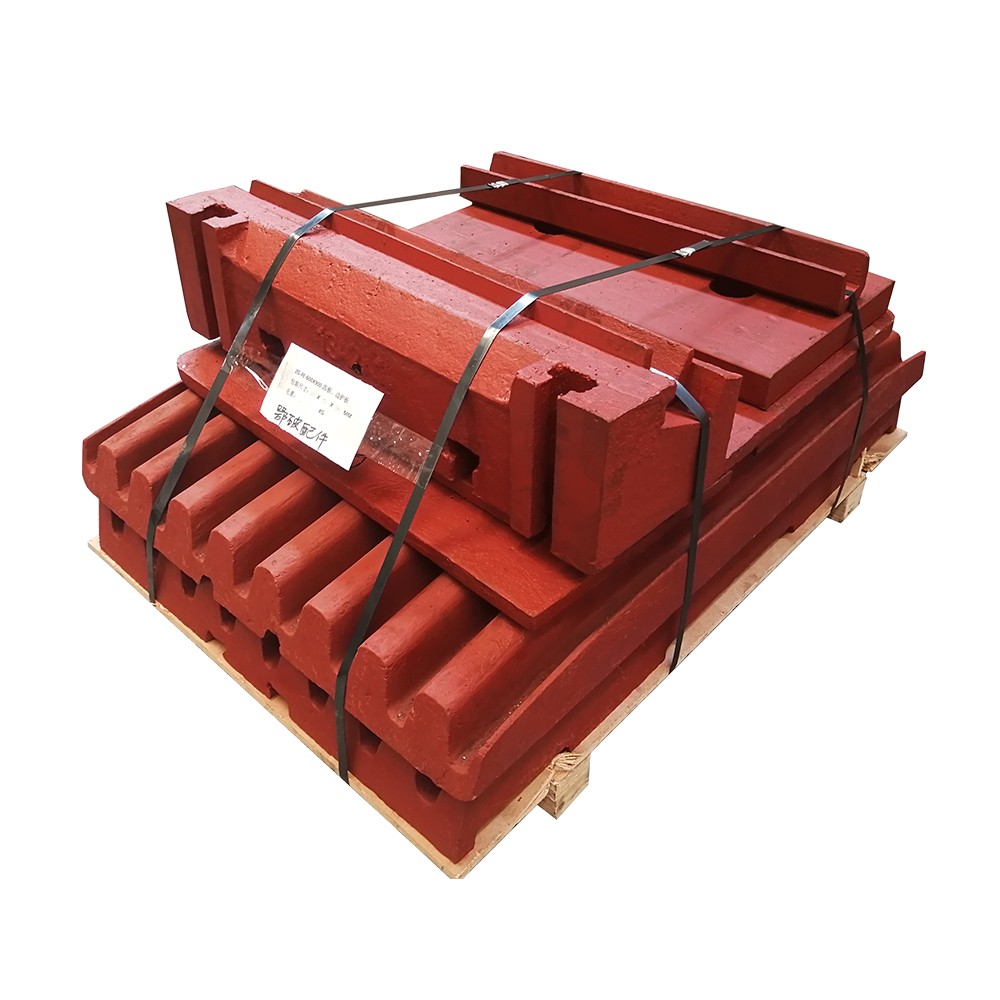
La plaque à mâchoires fixe est un composant fixe et résistant à l'usure qui forme un côté de la chambre de concassage des concasseurs à mâchoires. Montée face à la plaque à mâchoires pivotante, à l'avant du châssis, elle sert de surface de travail fixe pour le concassage des matériaux. En fonctionnement, la plaque à mâchoires fixe reste immobile tout en coopérant avec la plaque à mâchoires pivotante à mouvement alternatif pour former un espace de concassage à ouverture et fermeture périodiques, brisant les matériaux à la taille souhaitée par extrusion et fendage. Sa stabilité structurelle et sa résistance à l'usure influencent directement l'efficacité du concassage, l'uniformité de la taille des produits et les coûts d'exploitation de l'équipement.
La conception de la plaque à mâchoires fixe allie résistance à l'usure, facilité d'installation et adéquation au cadre. Ses principaux composants et caractéristiques structurelles sont les suivants :
Corps principal
Structure en plaque épaisse, généralement de 50 à 150 mm d'épaisseur pour les concasseurs de petite et moyenne taille et de 200 à 300 mm pour les grandes machines. Elle est principalement fabriquée en acier à haute teneur en manganèse (ZGMn13) pour les conditions de chocs importants, tandis que la fonte à haute teneur en chrome (Cr26–30) peut être utilisée pour les situations de faibles impacts. La face avant sert de support de concassage, tandis que la face arrière est la face de montage du châssis. La forme générale est soit droite, soit incurvée (les conceptions incurvées optimisent le profil de la chambre de concassage pour réduire le blocage des matériaux).
Surface de travail dentée
La surface en contact avec le matériau présente des dents régulièrement disposées, généralement triangulaires ou trapézoïdales, d'une hauteur de 8 à 30 mm (ajustée à la dureté du matériau), d'un pas de 20 à 60 mm et d'un angle au sommet de 60° à 90°. Les dents sont souvent disposées symétriquement ou décalées verticalement. Leur conception symétrique permet une inversion après usure d'une extrémité, prolongeant ainsi la durée de vie de plus de 50 %. La denture améliore l'adhérence du matériau, évitant ainsi le glissement et améliorant l'efficacité du broyage.
Structure de montage
La plaque de mâchoire fixe est fixée au cadre via des boulons ou des cales, de sorte que la surface arrière comprend :
Trous de boulons/lambrages:Uniformément répartis sur toute la longueur de la plaque, avec des diamètres de 1 à 2 mm plus grands que les boulons pour permettre un réglage positionnel précis lors de l'installation.
Localisation des robinets/bossages: S'accouple avec des rainures sur le cadre pour limiter le déplacement latéral, garantissant une précision de positionnement par rapport à la plaque de mâchoire pivotante.
Fentes de réduction de poids (grandes plaques):Les fentes rectangulaires ou circulaires dans les zones non porteuses réduisent le poids sans compromettre la résistance structurelle.
Renforts de bord
Les bords supérieurs et inférieurs sont généralement plus épais (5 à 10 mm de plus que la section centrale) afin d'améliorer la résistance aux chocs et d'éviter l'écaillage des bords lors des impacts latéraux. Certaines mâchoires fixes sont dotées d'une protection de l'orifice d'évacuation en bas pour guider les matériaux broyés et assurer une évacuation en douceur.
La plaque à mâchoires fixes résiste aux chocs et aux frottements importants, ce qui nécessite des procédés de moulage garantissant l'uniformité du matériau et sa résistance aux chocs. Le procédé spécifique est le suivant :
Préparation du moule
On utilise le moulage au sable de résine (plaques de petite à moyenne taille) ou le moulage au sable de silicate de sodium (plaques de grande taille). Des modèles en bois ou en mousse sont fabriqués à partir de plans 3D, reproduisant fidèlement les dents, les trous de boulons et les surfaces de montage, avec une surépaisseur d'usinage de 5 à 8 mm (l'acier à haute teneur en manganèse présente un taux de retrait d'environ 2 %).
Les zones dentées sont réalisées avec des noyaux de sable fendus ou un moulage intégral pour garantir la précision des pointes et des pieds de dents (écart de hauteur ≤ 0,5 mm). Les moules de surface de montage sont finis pour garantir une erreur de planéité de coulée ≤ 2 mm/m.
Fondre et couler
Fusion d'acier à haute teneur en manganèse : De la fonte et de la ferraille à faible teneur en phosphore (P ≤ 0,07 %) et en soufre (S ≤ 0,05 %) sont fondues dans un four à fréquence intermédiaire à 1 500–1 550 °C. La composition chimique est contrôlée (C : 1,0–1,4 %, Mn : 11–14 %, Si : 0,3–0,8 %) afin de garantir un rapport Mn/C ≥ 10 (critique pour la structure austénitique).
Désoxydation : Du ferrosilicium (0,5 à 1,0 %) et des blocs d'aluminium (0,1 à 0,2 %) sont ajoutés pour la désoxydation finale, réduisant la teneur en oxygène à ≤ 0,005 % pour éviter la porosité.
Coulée : Un système de coulée par le bas est utilisé, avec une température de 1 400 à 1 450 °C. De grandes plaques à mâchoires fixes sont coulées en 2 à 3 étapes (à intervalle de 30 à 60 secondes pour éviter les blocages à froid), d'une durée de 3 à 10 minutes selon le poids, garantissant un remplissage complet.
Recuit de démoulage et de mise en solution
La pièce moulée est décochée après refroidissement à moins de 200 °C. Les masselottes sont retirées par oxycoupage et les marques de coulée sont meulées à ras. Le ponçage et les bavures de surface sont nettoyés.
Recuit de mise en solution (étape critique) : La pièce moulée est chauffée lentement à 1 050–1 100 °C (vitesse de chauffage ≤ 100 °C/h pour éviter les fissures) et maintenue pendant 2 à 4 heures (garantissant une dissolution complète du carbure en austénite). Elle est ensuite refroidie rapidement à l'eau (température de l'eau ≤ 30 °C, vitesse de refroidissement ≥ 50 °C/s) pour former une structure austénitique unique avec une dureté ≤ 230 HBW et une énergie d'impact ≥ 180 J (-40 °C).
L'usinage assure la précision de la surface de travail et l'ajustement du montage, évitant ainsi les écarts dimensionnels irréguliers dans la chambre de broyage. Le processus spécifique est le suivant :
Usinage grossier
En utilisant la surface de montage brute de coulée comme référence, la surface de travail (hors dents) est ébauchée sur un portique, laissant une surépaisseur de finition de 2 à 3 mm. L'erreur de planéité est contrôlée à ≤ 1 mm/m et le parallélisme avec la surface de montage à ≤ 0,5 mm/m.
Les trous de boulons sont percés sur une perceuse selon les spécifications du dessin, avec une tolérance de diamètre de ± 0,5 mm et une profondeur de 2 à 3 mm supérieure à la longueur du boulon pour garantir un engagement complet du filetage.
Usinage des dents
Une fraise de formage dédiée est utilisée sur une fraiseuse à portique CNC pour usiner les dents, garantissant une tolérance de hauteur/pas de denture de ± 0,5 mm et une rugosité de surface Ra ≤ 6,3 μm. Pour les dents symétriques, l'écart de symétrie doit être ≤ 0,3 mm (pour permettre l'inversion).
Filetage des racines dentaires : une fraise à rayon coupe les racines (R = 2–5 mm) pour éviter la concentration des contraintes et la fracture des racines dentaires.
Finition de la surface de montage
La surface de montage est fraisée à Ra ≤ 12,5 μm, planéité ≤ 0,5 mm/m et perpendicularité à la surface de travail ≤ 0,1 mm/100 mm (vérifiée avec un comparateur à cadran).
Les ergots de positionnement sont fraisés pour s'adapter au cadre, avec une tolérance de largeur ± 0,2 mm et une tolérance de profondeur ± 0,1 mm, garantissant un contact ≥ 85 % avec le cadre (écart ≤ 0,1 mm via une jauge d'épaisseur).
Traitement de surface
Contrôle des performances des matériaux
Contrôle de la composition chimique : un spectromètre à lecture directe analyse C, Mn, etc., garantissant la conformité aux normes ZGMn13 (Mn : 11–14 %, C : 1,0–1,4 %).
Essais de propriétés mécaniques : Les échantillons subissent des essais d'impact (énergie d'impact à basse température de -40 °C ≥ 120 J) et une mesure de dureté (≤ 230 HBW après recuit de mise en solution).
Contrôle métallographique : L'analyse de la microstructure confirme une seule phase austénitique (pas de carbures en réseau, qui réduisent la ténacité).
Contrôle de la qualité des moulages
Inspection visuelle des défauts : un contrôle visuel complet exclut les fissures, les cavités de retrait et les ratés. Le contrôle par magnétoscopie (MT) sur les dents garantit l'absence de fissures superficielles ou de joints à froid.
Contrôle qualité interne : Le contrôle par ultrasons (UT) sur de grandes plaques interdit les pores ou inclusions ≥ φ3 mm dans les zones critiques (racines des dents, trous de boulons).
Contrôle de la précision d'usinage
Contrôle des tolérances dimensionnelles : la conformité du profil des dents est vérifiée à l'aide de gabarits. Une machine à mesurer tridimensionnelle vérifie la tolérance de positionnement des trous de boulons (± 0,2 mm).
Contrôle des tolérances géométriques : un niveau laser vérifie la planéité de la surface de travail. Une équerre vérifie la perpendicularité entre les surfaces de montage et de travail.
Vérification de l'assemblage
Essai de montage : la plaque à mâchoires fixe est montée sur le cadre pour vérifier l'étanchéité (la précharge du boulon est conforme aux spécifications) sans desserrage lorsqu'elle est secouée manuellement.
Essai d'écrasement : l'écrasement à charge nominale de 8 heures de matériaux standard (par exemple, le granit) vérifie l'usure des dents (≤ 0,5 mm), l'absence de fissures/déformations et l'écart de taille du produit ≤ 5 %.
Grâce à ces procédés, la plaque de mâchoire fixe conserve sa résistance à l'usure en conditions de chocs importants, avec une durée de vie de 4 à 8 mois (ajustée en fonction de la dureté du matériau). Des inspections régulières de l'usure des dents et un remplacement/inversion rapide garantissent une efficacité de broyage constante.
1. Type de plaque dentaire
La structure transversale de la plaque dentée du concasseur à mâchoires est de deux types : une surface lisse et une surface en treillis. Cette dernière est divisée en surfaces triangulaire et trapézoïdale. Afin de garantir la taille et la forme du produit, des plaques dentées triangulaires ou trapézoïdales sont généralement utilisées.

2. Le matériau de la plaque dentaire
Les plaques dentées des concasseurs à mâchoires actuels utilisent généralement du manganèse 13ZGMn13, un matériau caractérisé par un durcissement superficiel sous charge d'impact. Le manganèse 13ZGMn13 forme une surface dure et résistante à l'usure tout en conservant la dureté de sa couche interne. Sa ténacité en fait un matériau résistant à l'usure couramment utilisé dans les concasseurs.
3. Plan de modification de la plaque dentaire
Lors de la transformation, les pièces fonctionnelles du concasseur sont la plaque dentée fixe et la plaque dentée mobile. La plaque dentée mobile est fixée sur la mâchoire mobile et ses principales pièces d'usure sont concentrées au centre. Lors de la transformation, la plaque dentée mobile n'a pas été modifiée, mais principalement la plaque dentée fixe. Après cette modification, la plaque dentée fixe étant reliée au châssis, son poids augmente, sans impact négatif sur le fonctionnement du concasseur.
4. La durée de vie de la plaque dentaire
La plaque dentée subit d'importants chocs et forces de compression, ce qui entraîne une usure importante. Afin de prolonger sa durée de vie, deux aspects peuvent être étudiés : la recherche de matériaux hautement résistants à l'usure ; et la détermination rationnelle de la conception structurelle et des dimensions géométriques de la plaque dentée.