Introduction détaillée aux tamis vibrants en treillis métallique
1. Présentation et fonction des tamis vibrants en treillis métallique
Le tamis vibrant est un composant essentiel des équipements de criblage vibrant, principalement utilisé pour la classification, la déshydratation ou le déschlammage des matériaux en vrac (par exemple, minerais, granulats, charbon et poudres industrielles) dans les industries minière, de la construction, de la métallurgie et de la chimie. Sa fonction principale est de séparer les matériaux en différentes fractions granulométriques grâce aux vibrations du tamis : les particules plus petites que les ouvertures de la maille passent au travers, tandis que les particules plus grosses sont retenues et évacuées.
Les performances du treillis métallique influencent directement l'efficacité du criblage (généralement de 85 à 95 %) et la qualité du produit. Il doit résister aux vibrations à haute fréquence (800 à 3 000 tr/min), aux chocs et à l'abrasion, ce qui exige des propriétés telles qu'une résistance élevée à la traction, à l'usure et à la stabilité dimensionnelle.
2. Composition et structure des tamis vibrants en treillis métallique
Les tamis vibrants en treillis métallique se composent de plusieurs composants clés, dont les structures varient selon l'application (par exemple, tamisage grossier, tamisage fin) :
2.1 Composants principaux
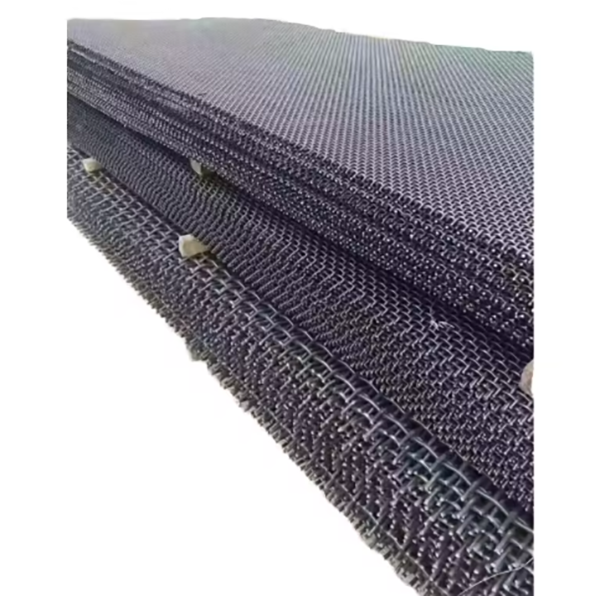
Torons de fil: Les éléments de base, divisés en fils de chaîne (longitudinaux, parallèles au flux de matière) et fils de trame (transversaux, perpendiculaires au flux de matière), sont fabriqués en acier à haute teneur en carbone (Q235, 65Mn), en acier inoxydable (304, 316) ou en alliages spéciaux (par exemple, acier à haute teneur en chrome pour la résistance à l'usure). Les diamètres des fils varient de 0,2 mm (tamisage fin) à 12 mm (tamisage grossier).
Ouverture du maillage: L'espace entre les fils adjacents, déterminant la taille de séparation. Les ouvertures sont carrées, rectangulaires ou hexagonales, avec des tailles allant de 0,1 mm (microcriblage) à 100 mm (criblage grossier). Les ouvertures carrées sont les plus courantes pour une classification uniforme.
2.2 Types de structures
Maille en tôle perforée:Fabriqué en perçant des trous dans des plaques d'acier (épaisseur 1 à 8 mm), adapté aux matériaux abrasifs (par exemple, le granit) en raison de sa grande résistance aux chocs.
3. Procédés de fabrication des tamis vibrants en treillis métallique
3.1 Fabrication de treillis métalliques tissés
TréfilageLes tiges d'acier brut sont étirées dans des matrices pour réduire leur diamètre et augmenter leur résistance à la traction. Pour l'acier à haute teneur en carbone, l'étirage est suivi d'un recuit (700–800 °C) pour réduire la fragilité. La tolérance du diamètre du fil est contrôlée à ± 0,02 mm.
3.2 Fabrication de treillis métalliques soudés
Alignement de la grille:Les fils de chaîne et de trame sont disposés selon un motif en grille à l'aide de gabarits de positionnement, garantissant une tolérance de taille d'ouverture (± 0,1 mm pour les mailles fines, ± 0,5 mm pour les mailles grossières).
Soudage par résistanceChaque intersection est soudée à l'aide d'électrodes, avec des paramètres tels que la tension de 2 à 5 V, le courant de 10 à 50 kA et le temps de soudage de 0,01 à 0,1 seconde. Cela permet d'obtenir des joints solides et rigides, résistants aux vibrations.
3.3 Fabrication de treillis en tôle perforée
PerforationLes trous sont perforés à l'aide de presses à poinçonner CNC, avec des matrices correspondant à la forme et à la taille de l'ouverture souhaitées. La force de poinçonnage varie de 100 à 500 kN, selon l'épaisseur de la plaque et la taille du trou.
4. Processus de traitement et de finition
Galvanisation:Pour les treillis en acier au carbone, la galvanisation à chaud (450–460 °C) forme une couche d'alliage zinc-fer, améliorant la résistance à la corrosion (durée de vie de 5 à 10 ans en environnement extérieur).
Polissage:Le treillis en acier inoxydable est poli jusqu'à une rugosité de surface de Ra0,8–1,6 μm, réduisant ainsi l'adhérence du matériau.
5. Processus de contrôle qualité
Mesure de la taille de l'ouverture à l'aide d'étriers ou de comparateurs optiques, garantissant la conformité aux spécifications (par exemple, ouverture de 10 mm avec une tolérance de ± 0,2 mm).
6. Processus d'installation
Positionnement du maillageLe treillis métallique est posé à plat sur le cadre, assurant ainsi l'alignement avec les extrémités d'alimentation et de décharge. Pour les grands cribles, plusieurs panneaux de treillis sont assemblés avec des bords superposés (50 à 100 mm) et serrés.
Les tamis vibrants en treillis métallique, grâce à une fabrication précise, un contrôle qualité strict et une installation appropriée, garantissent une classification efficace et fiable des matériaux, ce qui les rend indispensables dans les lignes de traitement des matériaux en vrac.