Introduction détaillée au concasseur à percussion
1. Présentation et application du concasseur à percussion
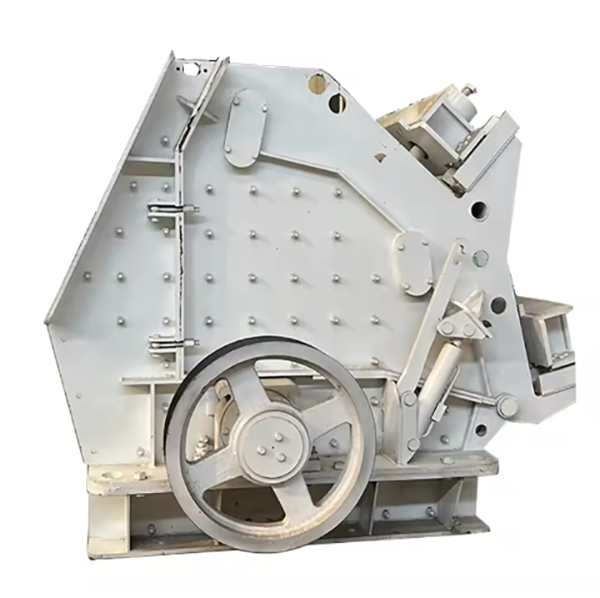
Le concasseur à percussion est un équipement de concassage à haut rendement qui broie les matériaux par impact et rebond à grande vitesse. Son principe de fonctionnement est le suivant : le moteur entraîne le rotor à grande vitesse (1 000 à 2 000 tr/min), et les marteaux d'impact installés sur le rotor frappent les matériaux entrant dans la chambre de concassage. Les matériaux sont broyés par impact, puis rebondissent sur la plaque d'impact pour un concassage secondaire, et enfin, une fois la granulométrie requise atteinte, ils sont évacués par l'espace entre la plaque d'impact et le rotor.
Il convient au concassage de matériaux mi-durs et cassants présentant une résistance à la compression ≤ 300 MPa, tels que le calcaire, le béton, l'asphalte, le charbon et le minerai. Grâce à sa structure simple, son taux de concassage élevé (jusqu'à 50:1) et la bonne forme de ses particules, il est largement utilisé dans les secteurs de la construction, de l'exploitation minière, de la construction routière et du recyclage.
2. Composition et structure du concasseur à percussion
Le concasseur à percussion est principalement composé des composants de base suivants, qui fonctionnent ensemble pour terminer le processus de concassage :
2.1 Assemblage du cadre
Cadre supérieurStructure soudée en tôles d'acier Q355B (épaisseur 10-20 mm), formant la chambre d'alimentation et de broyage. Elle est équipée d'une trémie d'alimentation et de dispositifs de réglage de la plaque d'impact, avec nervures de renfort (épaisseur 8-15 mm) pour résister aux forces d'impact.
2.2 Ensemble rotor
Marteaux à percussionPièces principales en fonte à haute teneur en chrome (Cr15–20) ou en acier allié (40CrNiMo). Elles sont articulées sur les tiges du marteau et peuvent pivoter librement, pesant de 2 à 20 kg selon le modèle. La tête du marteau est de forme pointue ou émoussée selon les caractéristiques du matériau.
2.3 Assemblage de la plaque d'impact
Plaques d'impactPlaques résistantes à l'usure en acier à haute teneur en manganèse (ZGMn13) ou en fonte à haute teneur en chrome, d'une épaisseur de 20 à 40 mm. Elles sont montées sur le châssis supérieur et forment une cavité de concassage avec le rotor. Le nombre de plaques d'impact est de 1 à 3, selon l'étape de concassage (primaire ou secondaire).
2.4 Système d'entraînement
2.5 Dispositifs de sécurité et auxiliaires
3. Procédés de moulage des composants clés
3.1 Marteaux à percussion (fonte à haute teneur en chrome Cr15–20)
Création de modèles:Les modèles en sable ou en mousse sont réalisés selon la forme du marteau, avec une marge de retrait de 1,5 à 2,0 %.
Les matières premières sont fondues dans un four à induction à 1450–1500°C, avec du chrome et d'autres alliages ajoutés pour obtenir la composition chimique (C 2,8–3,5 %, Cr 15–20 %).
Disque de rotor 3.2 (acier moulé ZG310-570)
3.3 Arbre principal (forgeage 40Cr)
4. Procédés d'usinage
4.1 Usinage du disque rotor
Usinage de précision: Rectification de la face d'extrémité jusqu'à une planéité ≤ 0,1 mm/m et une rugosité de surface Ra 3,2 μm. Perçage et alésage des trous de l'arbre du marteau pour garantir la précision dimensionnelle (tolérance H7).
4.2 Usinage de l'arbre principal
Tournant:Le tour CNC traite le cercle extérieur, les marches et les rainures de clavette, laissant une marge de meulage de 0,3 à 0,5 mm.
Affûtage: Rectification des surfaces du tourillon selon la tolérance IT6 et la rugosité de surface Ra0,8 μm, garantissant une coaxialité ≤0,02 mm.
4.3 Usinage des plaques d'impact
Affûtage:La surface de travail est meulée à une planéité ≤ 0,2 mm/m et une rugosité de surface Ra6,3 μm, avec des bords ébavurés pour éviter le blocage du matériau.
4.4 Usinage du cadre
Fraisage et perçage: La fraiseuse CNC usine les surfaces de montage des plaques d'impact et des roulements, garantissant une planéité ≤ 0,15 mm/m. Le perçage et le taraudage des trous de boulons (M16–M30) sont réalisés avec une tolérance de filetage de 6H.
5. Processus de contrôle qualité
6. Processus d'installation
Grâce à des processus de fabrication stricts, un contrôle de qualité et une installation standardisée, les concasseurs à percussion peuvent atteindre un fonctionnement efficace et stable, répondant aux besoins de concassage de diverses industries pour les matériaux mi-durs et cassants