1. Qu'est-ce qu'une prise de concasseur à cône hydraulique multicylindre ?
La prise du concasseur à cône HP est installée sur la partie supérieure du manchon excentrique du concasseur à cône et est appelée cadre supérieur de l'arbre du bol.
2. Le rôle de la prise du concasseur à cône hydraulique multicylindre
a. Fixez la dalle du bol à travers la partie supérieure de la prise du concasseur à cône de la série HP.
b. Le roulement en forme de bol supporte la partie écrasante.
c. Réglez le problème de vitesse de la machine à cône en ajustant l'épaisseur du joint du cadre supérieur de l'arbre du bol.
3. Précautions d'utilisation de la prise de concasseur à cône hydraulique multicylindre
a. Dans les zones chaudes, le refroidissement par eau et le refroidissement par air avec le cadre supérieur de l'arbre du bol sont plus adaptés lors de l'installation.
b. Le refroidissement par air est plus adapté aux concasseurs à cône installés dans des zones froides.
c. Faites des jugements de remplacement en fonction du degré d'usure du carreau en forme de bol pour éviter d'endommager le cadre supérieur de l'arbre du bol.

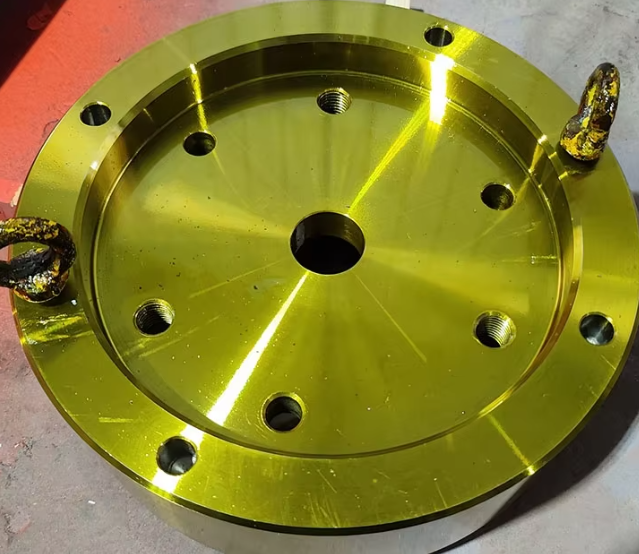
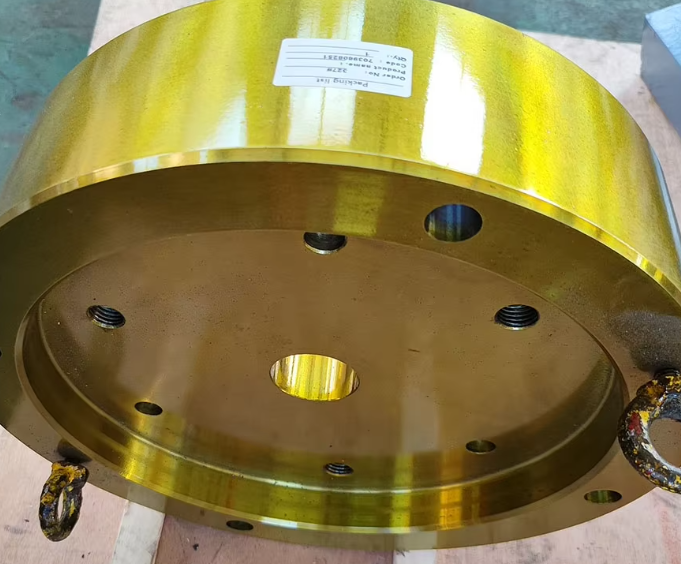
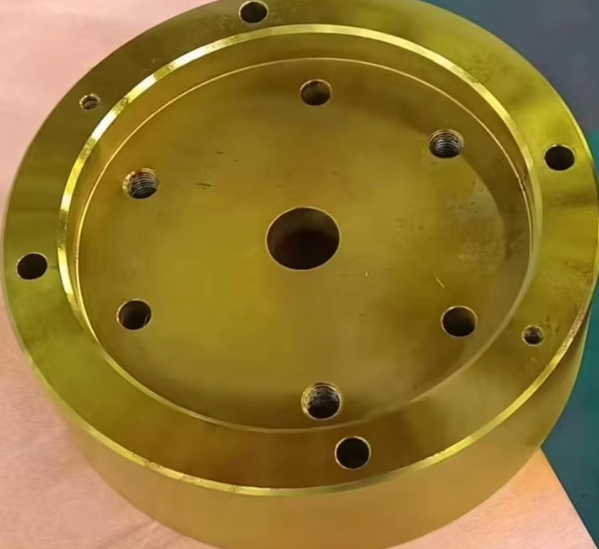
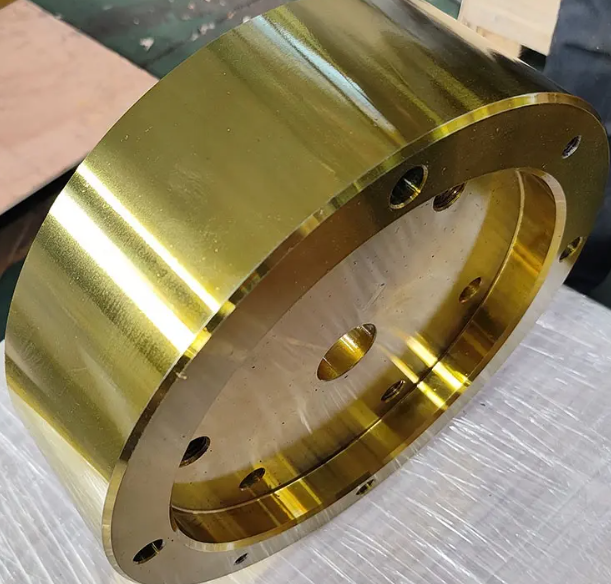
Le support de tuile en forme de bol du concasseur à cône est un composant important du concasseur à cône. Ce qui suit est une introduction détaillée et le processus de fabrication général de celui-ci : **Détaillé Introduction** : Le support de dalle en forme de cuvette joue principalement le rôle de support et de fixation de la dalle en forme de cuvette. La dalle en forme de cuvette porte ensuite la partie corps du concasseur à cône. Lors du fonctionnement du concasseur, la partie corps tourne. et des balançoires sur la tuile en forme de bol. Le support de tuile en forme de bol est installé sur la base de la machine, et sa qualité et ses performances sont cruciales pour le fonctionnement stable du concasseur. Il doit avoir une résistance et une rigidité suffisantes pour résister à l'énorme pression. et les vibrations générées pendant le fonctionnement du concasseur. Dans le même temps, afin d'assurer le fonctionnement normal de la tuile en forme de bol, la précision d'ajustement entre le support et la tuile en forme de bol est relativement élevée. **Processus de fabrication*. * : 1. Conception et sélection des matériaux : Selon les spécifications et les exigences de travail du concasseur à cône, concevez le support de tuile en forme de bol. Lors de la sélection des matériaux, considérez généralement des matériaux à haute résistance et résistants à l'usure pour garantir leur durée de vie. 2. Coulée ou traitement d'ébauches : selon le matériau sélectionné, utilisez des méthodes de coulée ou de traitement mécanique pour fabriquer des pièces brutes. La coulée peut obtenir une forme relativement complexe, mais peut nécessiter un traitement ultérieur pour répondre aux exigences de précision ; le traitement mécanique peut obtenir directement des ébauches avec une plus grande précision. 3. Traitement précis : effectuez divers traitements mécaniques sur le flan, tels que le tournage, le fraisage, le meulage, etc., pour obtenir la taille, la forme et la précision de surface conçues. Cela inclut le traitement des surfaces d'installation, des trous de connexion, etc. 4. Traitement de surface : Effectuer un traitement de surface approprié pour améliorer la résistance à l'usure, la résistance à la corrosion et d'autres propriétés. Par exemple, effectuez un traitement thermique tel qu'une trempe et une carburation, ou effectuez un traitement de revêtement de surface. 5. Inspection de qualité : Effectuez une inspection de qualité stricte sur le support de carrelage en forme de bol fabriqué, y compris une inspection de précision dimensionnelle, une détection de défauts, etc., pour vous assurer qu'il ne présente aucun défaut et répond aux exigences de conception. 6. Vérification de l'assemblage : vérifiez dans l'environnement d'assemblage réel pour vous assurer que le support de tuile en forme de bol peut s'adapter avec précision aux autres composants (tels que les tuiles en forme de bol, la base du concasseur, etc.) pour assurer le fonctionnement normal du concasseur. Dans le processus de fabrication réel, les étapes et paramètres spécifiques du processus peuvent varier en fonction du fabricant, des conditions de l'équipement et des exigences du produit. Afin de garantir la qualité et les performances du support de carrelage en forme de bol, la qualité du processus de chaque maillon doit être strictement contrôlée pendant le processus de fabrication.Dans le même temps, il convient également de prêter attention à l'espace de montage entre le support et le carreau en forme de cuvette. Il s’agit d’une difficulté technique importante. Un espace trop grand ou trop petit peut provoquer un fonctionnement anormal de la dalle en forme de bol et même entraîner une panne de l'équipement. Voici quelques informations supplémentaires sur le coussinet en forme de bol. Le coussinet de roulement est une pièce importante installée sur le support de tuile en forme de bol : Le coussinet de roulement en forme de bol (également appelé carreau de revêtement, carreau en forme de bol) est un raccord en cuivre très critique au niveau d'un élément clé du concasseur à cône. Ses fonctions comprennent : la réduction de la force de frottement de glissement de l'équipement pendant le fonctionnement et la réduction des pertes de puissance ; augmentant considérablement la durée de vie des pièces résistantes à l'usure du concasseur à cône, réduisant les coûts de maintenance et de réparation et s'efforçant d'optimiser l'utilisation de l'équipement ; protégeant efficacement les pièces en acier en contact avec lui de l'usure. Lorsque la pièce en cuivre est usée, elle est facile à remplacer. La partie d'installation est située à la périphérie de l'arbre principal du concasseur à cône, entre la paroi inférieure de la paroi de concassage et la paroi supérieure du support de carrelage en forme de bol, et elle est sous très haute pression. Ses exigences en matière de matériaux et de dimensions sont relativement élevées. En particulier, l'espace de montage entre celui-ci et le support de carrelage en forme de bol et le mur d'écrasement constitue la difficulté technique la plus importante. En raison d'erreurs de fabrication et d'installation, il est facile de provoquer des fissures ou même un écrasement du coussinet en forme de bol pendant le fonctionnement, entraînant de graves accidents d'équipement. Par conséquent, le choix d'un coussinet en forme de bol avec un matériau et une taille de traitement garantis est la clé pour savoir si l'équipement peut fonctionner normalement. Le coussinet en forme de bol s'use fréquemment et doit souvent être remplacé. Le procédé de fabrication spécifique d'un coussinet en forme de bol pour un concasseur est le suivant (en référence au contenu du brevet) : Ce coussinet en forme de bol comprend un corps en forme de bol. La surface supérieure de la partie médiane du corps est dotée d'un trou d'arbre, et la surface inférieure de la partie médiane est dotée d'un manchon d'arbre d'extension s'étendant verticalement vers le bas le long de la paroi latérale du trou d'arbre, ce qui est pratique pour une installation ultérieure. ; la paroi latérale intérieure de la partie médiane est dotée d'une rainure annulaire, qui peut stocker l'huile et empêcher l'excès d'huile de déborder du haut du corps. La surface inférieure de la rainure annulaire est dotée d'une pluralité de trous de retour d'huile, et un tamis filtrant est prévu dans le trou de retour d'huile pour jouer le rôle de filtrage des impuretés et garantir la pureté de l'huile lubrifiante et empêcher le retour d'huile. le trou traversant ne soit pas bloqué. Le tamis filtrant est composé d'une tôle ondulée intégrée. Les feuilles ondulées adjacentes sont en contact les unes avec les autres pour former un certain nombre de trous de filtre, et la feuille ondulée est dotée d'un bord plié,qui divise la tôle ondulée en plusieurs sections ondulées de longueur égale ; les sections ondulées partent d'un côté de la tôle ondulée le long du bord du pli et sont pliées en séquence dans l'ordre de 180° dans le sens des aiguilles d'une montre et 180° dans le sens inverse des aiguilles d'une montre, puis sont pressées et façonnées par une machine pour former un tamis filtrant, et la surface du tamis filtrant est en forme de nid d'abeille. Ce tamis filtrant préparé par pliage peut bien façonner le tamis filtrant, éviter efficacement le défaut de mou du tamis filtrant en raison du désalignement des feuilles ondulées, et également jouer un bon effet de filtrage. De plus, une couche résistante à l'usure est disposée à l'extérieur du corps, réduisant ainsi l'usure et améliorant la durée de vie. La paroi latérale interne du corps au-dessus de la rainure annulaire est dotée d'une partie de support annulaire surélevée faisant saillie vers le haut, et la paroi latérale interne du corps au-dessus de celui-ci est dotée d'une rainure annulaire supérieure. Pendant le fonctionnement, le coussinet en forme de bol est installé sur le cadre de support en forme de bol et la partie inférieure du corps du cône de broyage est pressée contre la paroi latérale intérieure du coussinet en forme de bol pour la rotation. La partie de support annulaire surélevée est directement en contact et frotte contre la surface de paroi inférieure du corps du cône de broyage. Son épaisseur est relativement épaisse, de sorte que la force de support est importante et ne se brisera pas. La rainure annulaire supérieure peut également stocker de l'huile pour empêcher l'excès d'huile de déborder du haut du corps. Le trou traversant de retour d'huile traverse la paroi latérale externe du corps et son diamètre est égal à la largeur de la rainure annulaire, de sorte que l'huile dans la rainure annulaire puisse être refluée pour une réutilisation pratique. La paroi latérale du manchon d'arbre d'extension est dotée d'une pluralité de trous de broche de positionnement, et la paroi latérale interne du col du corps est dotée d'une pluralité de trous de positionnement, qui sont pratiques pour une installation et un positionnement ultérieurs. La couche résistante à l'usure est une couche composite en alliage à haute résistance. Une couche de surface est disposée entre la couche résistante à l'usure et le corps. La couche de surfaçage est constituée de fil de soudage résistant à l'usure par surfaçage. Les composants et leurs pourcentages en poids contenus dans la couche résistante à l'usure sont : 25,00 % à 55,00 % de chrome, 3,00 % à 8,00 % de carbone, 0,50 % à 4,00 % de manganèse, 0,10 % à 3,00 % de silicium, 0,25 % à 3,00 % de nickel, 0,25 % à 3,00 % de molybdène, 0,10 % à 1,50 % de vanadium, et le reste est constitué de fer et d'impuretés inévitables. Les composants et leurs pourcentages en poids contenus dans la couche de surface sont : 15,00 % à 35,00 % de chrome, 3,00 % à 6,00 % de carbone, 0,50 % à 3,00 % de manganèse, 0,20 % à 2,00 % de titane, 0,50 % à 1,50 % de bore, 0,50 % -1,50 % de vanadium, 0,15 % à 0,55 % de nickel, 0,10 % à 0,50 % de niobium, et le reste est constitué de fer et d'impuretés inévitables. La fonte de la couche de surface entre le corps et la couche résistante à l'usure, d'une part, augmente la résistance à l'usure ; par contre, entre le corps,la couche de surface et la couche résistante à l'usure forment un"pain de mie"structure. La couche de surfaçage joue le rôle de pont pour la liaison thermofusible du corps et de la couche résistante à l'usure. Les trois sont fusionnés et combinés en un seul grâce à un traitement thermique. Tout en augmentant l'épaisseur de la couche composite, l'extérieur de la carrosserie est recouvert d'une double couche de protection résistante à l'usure, améliorant ainsi la résistance structurelle.